




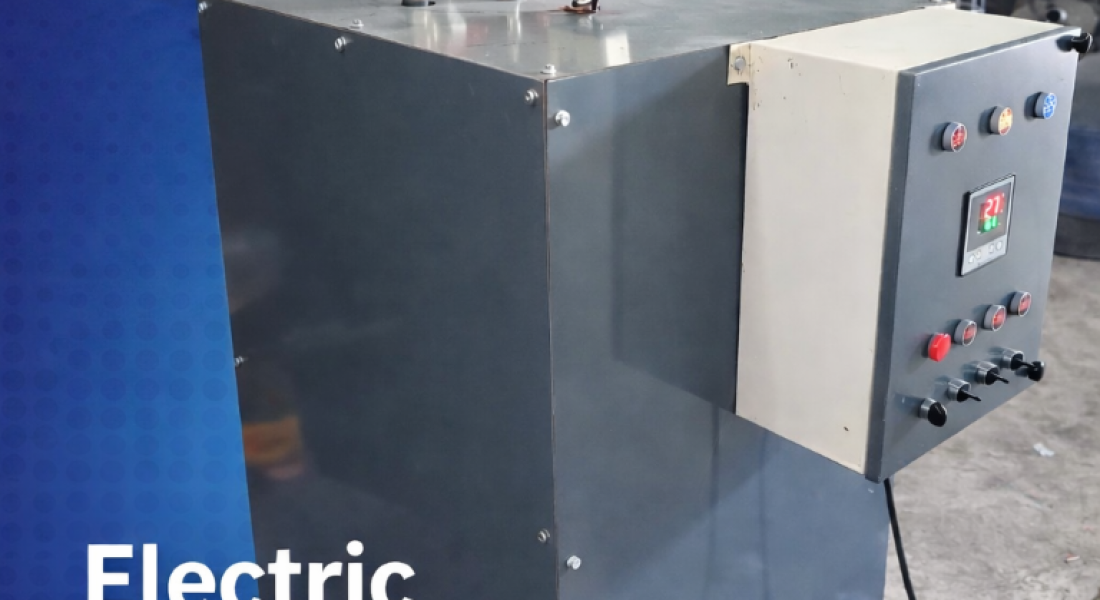
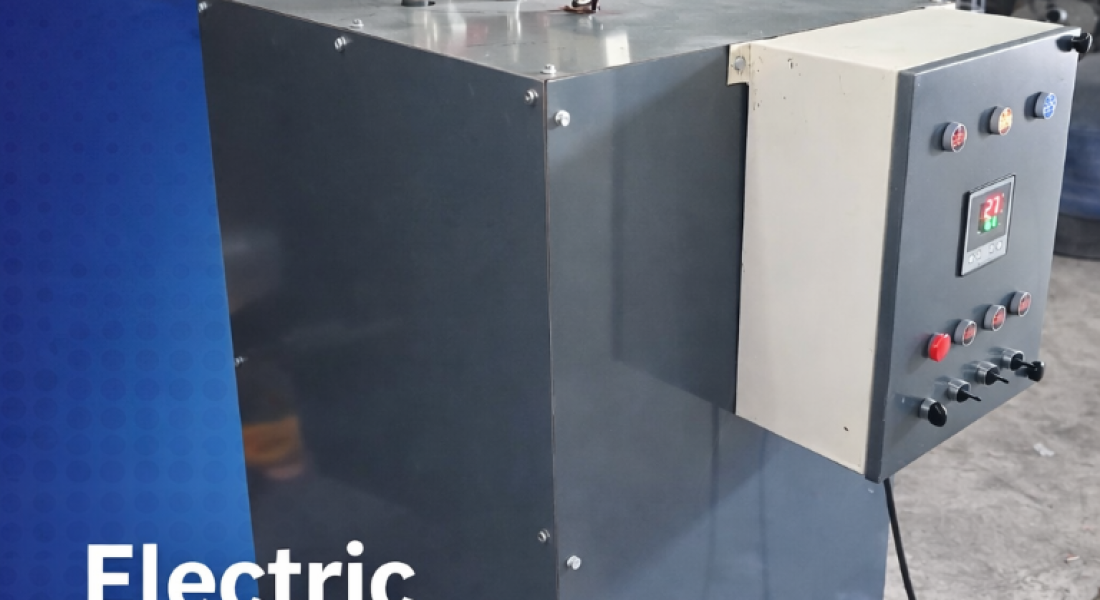
















Technical Specification Table
| Parameter | 100L Advance Model Specification |
|---|---|
| Vessel Capacity | 100 Liters |
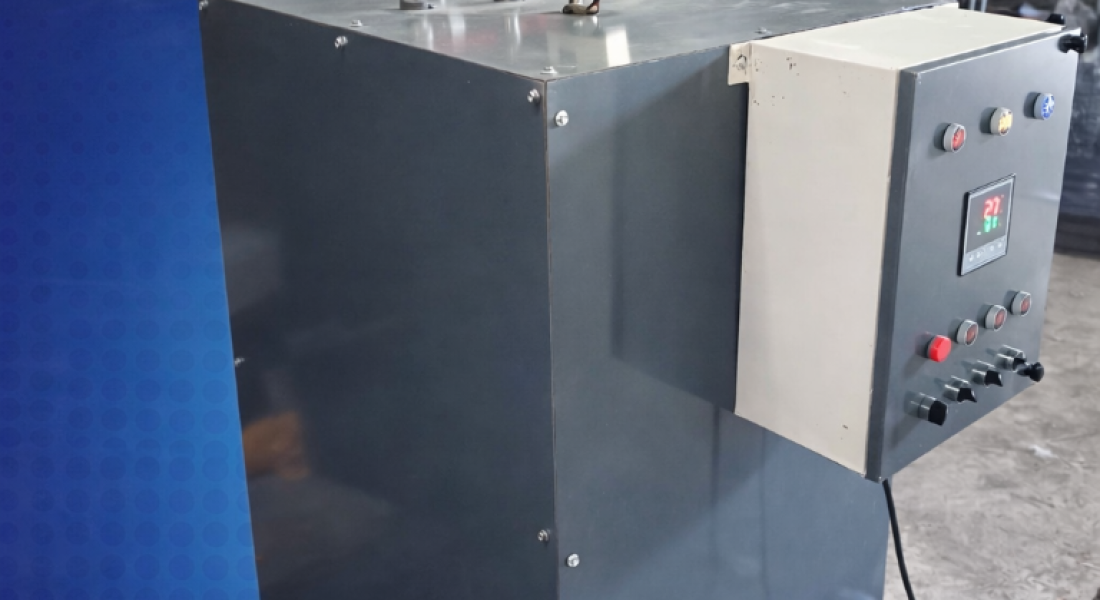
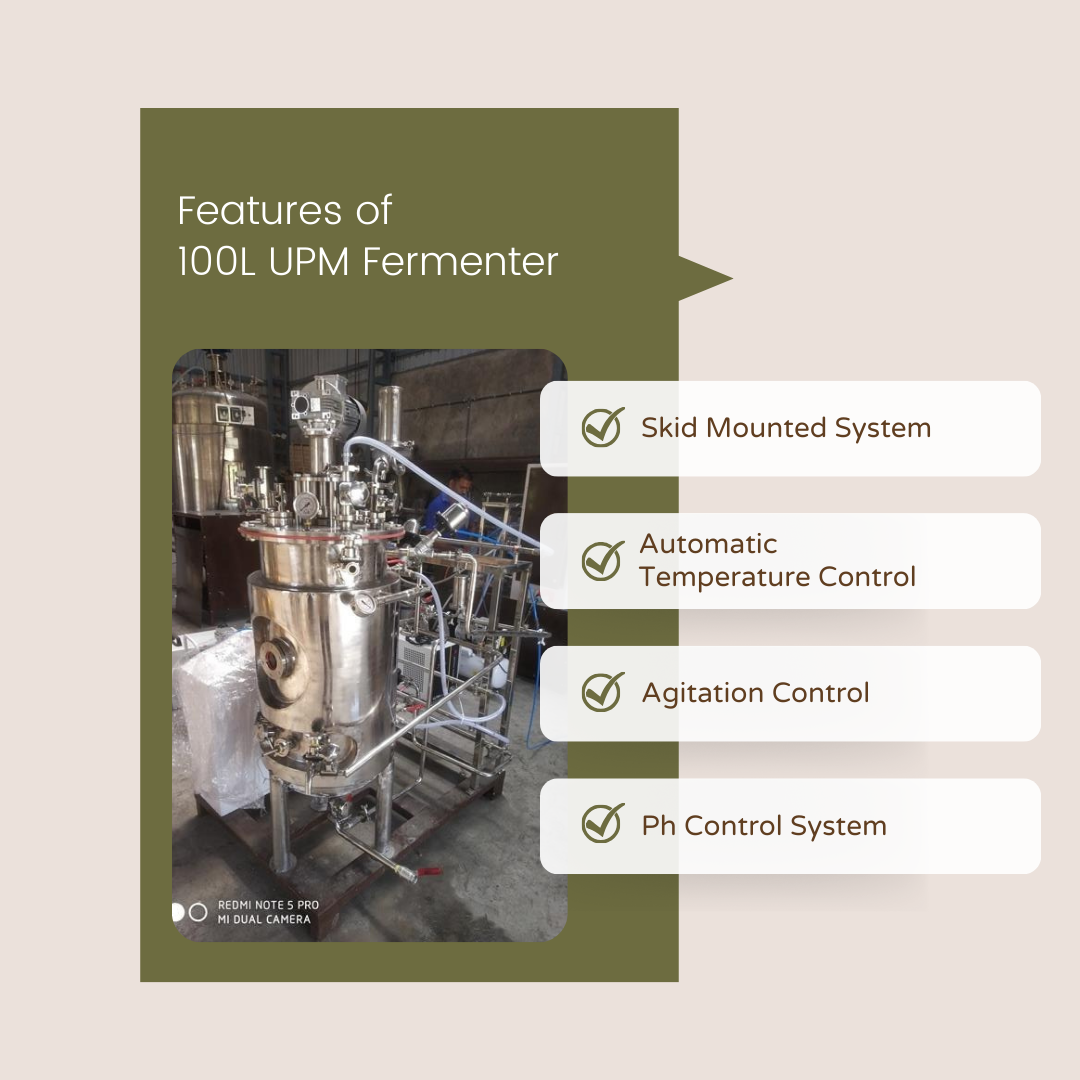
| Control System | PLC Based |
| Temperature Sensor | Pt-100 (Included) |
| pH Measurement | Online (Semi-Automatic Control) |
| DO Sensor | On Demand |
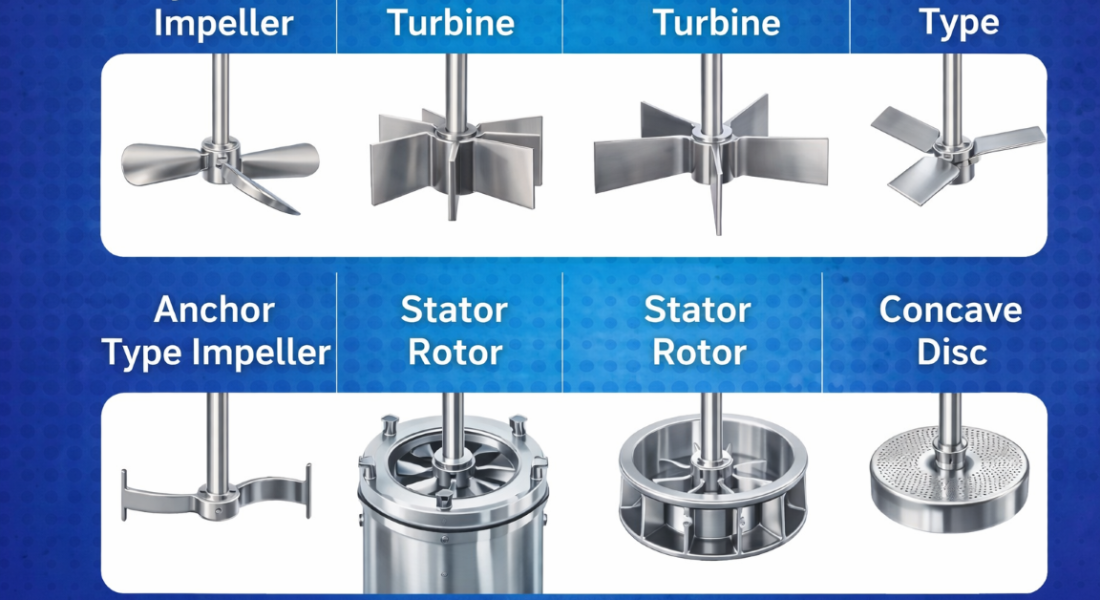
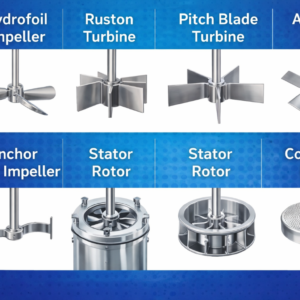
| Agitation System | Controlled |
| Media Sterilization | Semi-Automatic |
| Cooling System | Semi-Automatic |
| Aeration Control | Rotameter Based |
| Pressure Control | Available |
| Pump System | On Demand |
| Piping | Flexible Plug & Play |
| Installation | Buyer Scope |
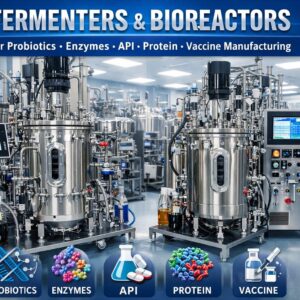
Applications
The 100L Advance Model Fermenter is widely used in:
- Biofertilizer production
- Enzyme production (Amylase, Protease, etc.)
- Research & development labs
- Pilot-scale fermentation
- Academic and industrial biotechnology
Advantages of 100L Advance Model
- Compact Size → Ideal for labs and small facilities
- Cost-Effective Automation → PLC control at affordable price
- Flexible Configuration → Optional DO sensor and pumps
- Reliable Performance → Consistent batch quality
- Scalable Platform → Easy upgrade to higher capacities
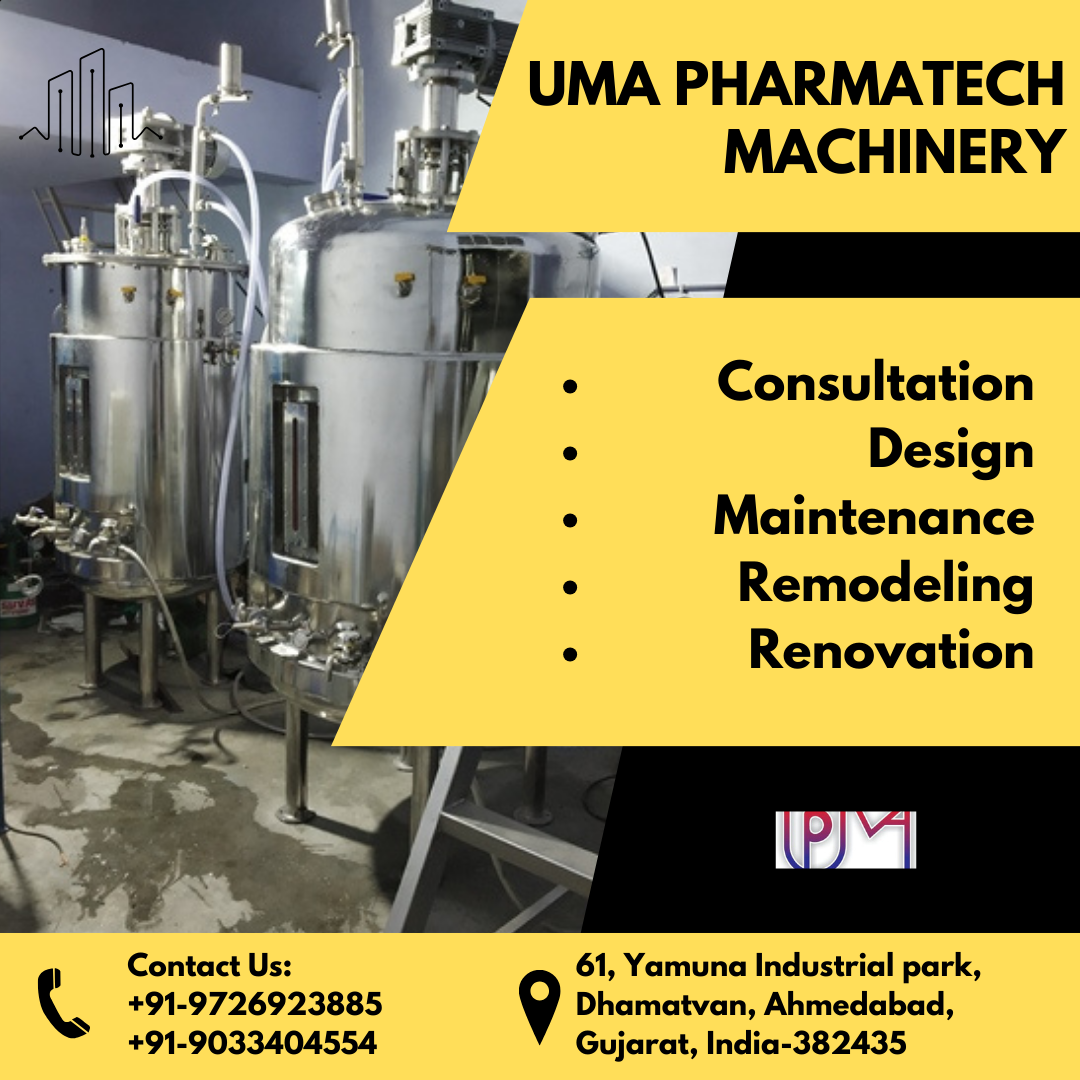
Why Choose 100L Advance Model?
The 100L Advance Model Fermenter is perfect for organizations looking to start fermentation with controlled parameters without investing in a fully automated system. It provides the right balance of technology, performance, and affordability, making it a smart investment for pilot production and process development.





















































































































Reviews
There are no reviews yet.