



















Advance fermenter 500Litter
| Description | Advance | ||
| Probe | |||
| Temperature Sensor(Pt-100) | Yes | ||
| online ph measurement | Yes | ||
| DO Sensor With 3 Meter Cable and indicator | on Demand | ||
| skid | Yes | ||
| Control | |||
| Controlling Processor | PLC Based | ||
| Temperature Control | Semi Auto(5 sv With Pump) | ||
| Inbuilt Heater in Vessel(Suitable For Biofertilizer Production) | on Demand | ||
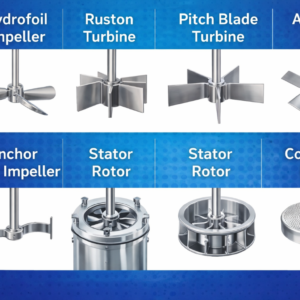
| Agitation Control | Yes | ||
| Media Sterilization | Semi Auto | ||
| Process Cooling Temperature Control | Semi Auto | ||
| Aeration Control By Rotameter | Yes | ||
| Ph Control | Semi Automatic | ||
| Pressure Control | yes | ||
| Fixed Speed Peristaltic Pump | On Demand (Specify Qty) | ||
| Piping | Flexible (Plug and Play)From Skid To Fermenter) Buyer Scope | ||
| Installation | Buyer Scope | ||
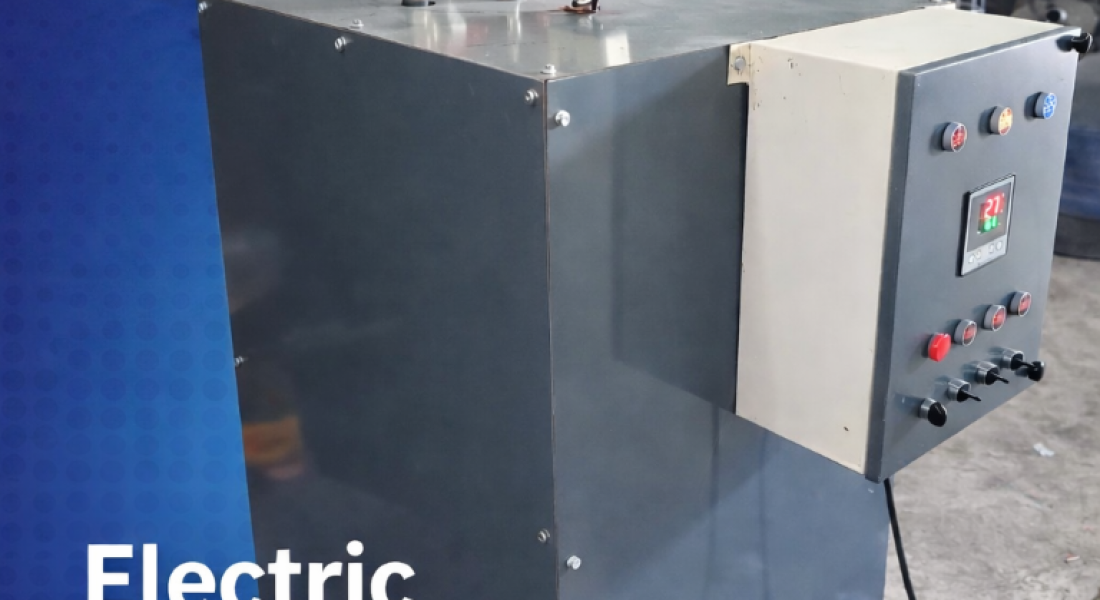
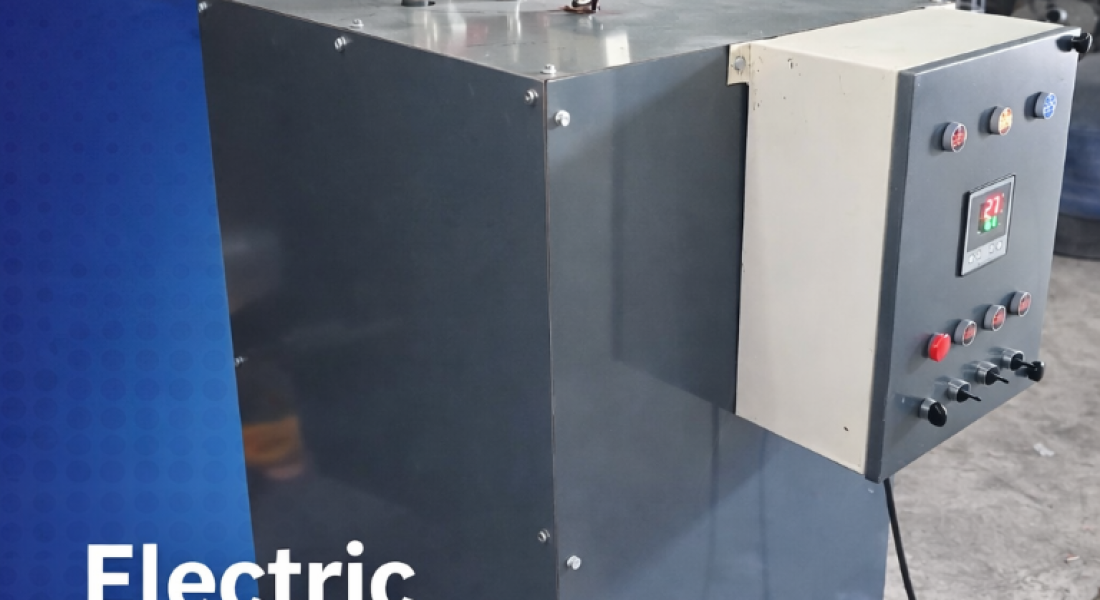
500L Advance Fermenter – Product Specification
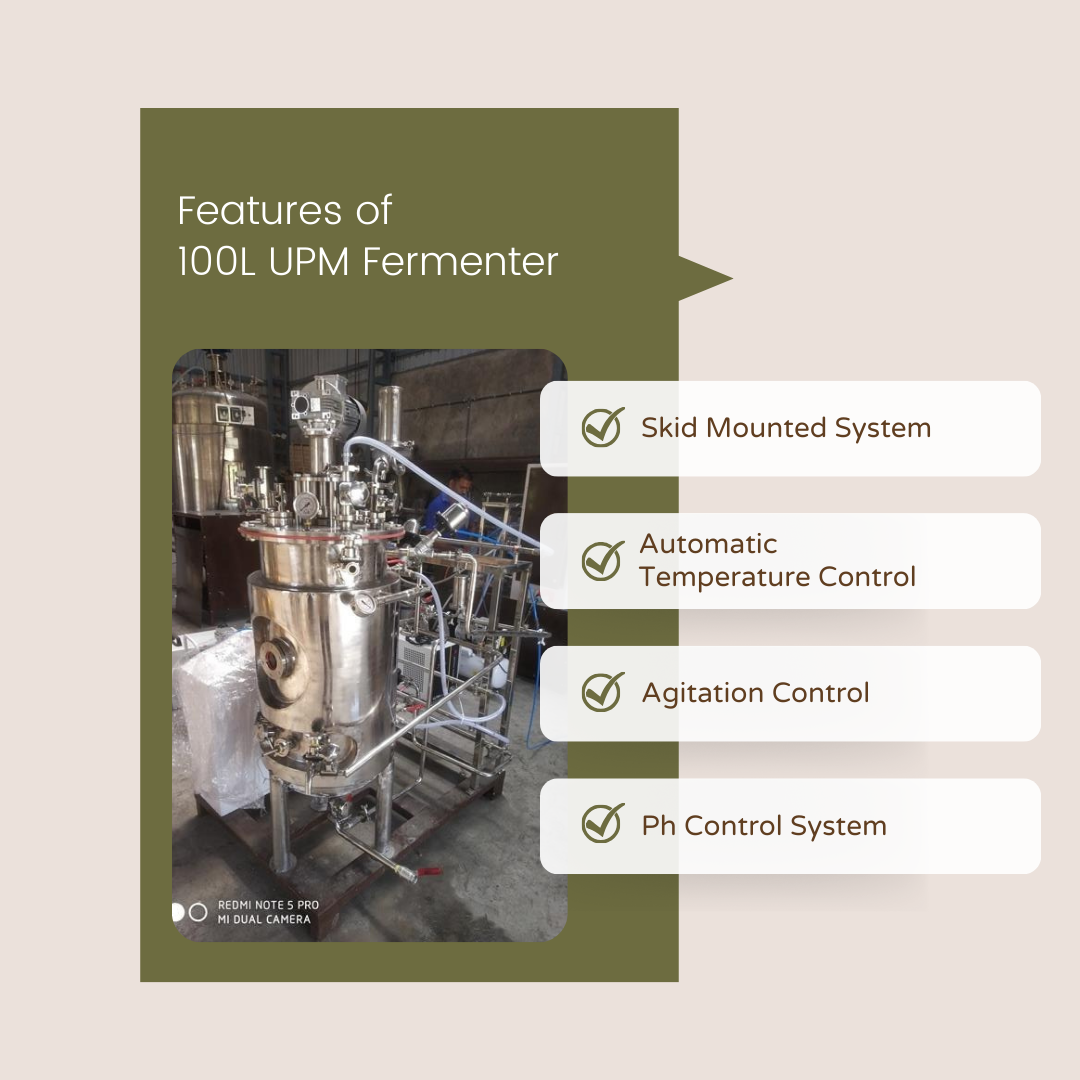
The 500L Advance Fermenter is a high-capacity, semi-automated bioreactor system designed for industrial fermentation, biofertilizer production, and enzyme manufacturing. It offers the perfect balance between automation, performance, and cost-effectiveness, making it an ideal choice for businesses scaling their production.
With a PLC-based control system and essential process automation, this fermenter ensures consistent product quality, improved efficiency, and reliable operation.
Key Features Overview
- PLC-based control system for stable and accurate operation
- Continuous online pH monitoring with semi-automatic control
- Optional DO (Dissolved Oxygen) sensor integration
- Efficient agitation and aeration system
- Semi-automatic sterilization and cooling
- Skid-mounted system for easy installation
Probe & Monitoring System
The 500L Advance Fermenter is equipped with essential monitoring instruments:
- Temperature Sensor (Pt-100)
- High-precision temperature measurement
- Maintains optimal fermentation conditions
- Online pH Measurement
- Real-time monitoring of pH levels
- Integrated with semi-automatic dosing system
- DO Sensor (Optional – On Demand)
- Can be added based on process requirements
- Improves oxygen transfer efficiency
- Skid Mounted System
- Pre-assembled unit for quick and easy installation
- Enhances operational stability
Control System & Automation
Designed to deliver reliable and efficient process control:
- Controlling Processor:
- Industrial-grade PLC system
- Ensures consistent and repeatable operation
- Temperature Control:
- Semi-automatic with 5 solenoid valves and pump integration
- Provides accurate heating and cooling control
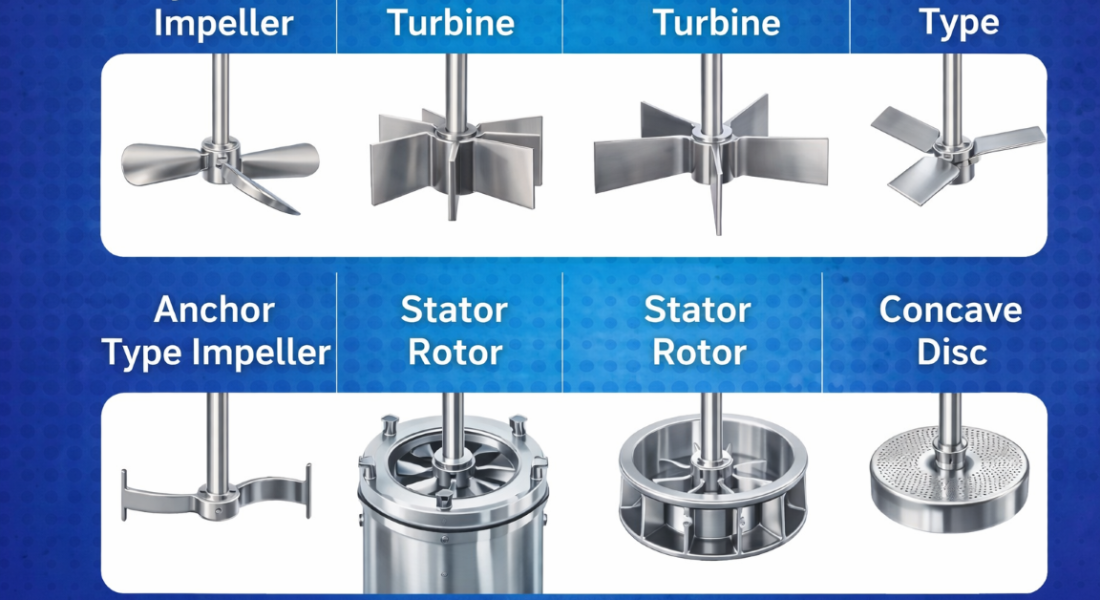
- Agitation Control:
- Controlled agitation system
- Ensures uniform mixing and nutrient distribution
Process Control Capabilities
The system supports semi-automated fermentation operations:
- Media Sterilization:
- Semi-automatic sterilization cycle
- Reduces contamination risks
- Process Cooling:
- Semi-automatic cooling system
- Maintains stable operating temperature
- Aeration Control by Rotameter:
- Manual airflow adjustment with visual indication
- Ensures proper oxygen supply
- pH Control:
- Semi-automatic pH regulation
- Requires minimal operator intervention
- Pressure Control:
- Integrated pressure monitoring system
Pump & Fluid Handling
- Fixed Speed Peristaltic Pump
- Available on demand
- Suitable for dosing acids, bases, and nutrients
- Customizable quantity as per process requirement
Piping & Installation
- Piping System:
- Flexible Plug & Play piping from skid to fermenter
- Simplifies installation and maintenance
- Installation Scope:
- Buyer scope
- Optional onsite support available
Technical Specification Table
| Parameter | 500L Advance Fermenter Specification |
|---|---|
| Vessel Capacity | 500 Liters |
| Control System | PLC Based |
| Temperature Sensor | Pt-100 (Included) |
| pH Measurement | Online (Semi-Automatic Control) |
| DO Sensor | On Demand |
| Agitation System | Controlled |
| Media Sterilization | Semi-Automatic |
| Cooling System | Semi-Automatic |
| Aeration Control | Rotameter Based |
| Pressure Control | Available |
| Pump System | On Demand |
| Piping | Flexible Plug & Play |
| Installation | Buyer Scope |
Applications
The 500L Advance Fermenter is widely used in:
- Biofertilizer production (commercial scale)
- Enzyme production (Amylase, Protease, etc.)
- Industrial microbial fermentation
- Agricultural biotechnology
- Medium to large-scale production units
Advantages of 500L Advance Fermenter
- Balanced Automation → Better control at optimized cost
- Reliable PLC System → Stable and consistent performance
- Flexible Configuration → Optional DO and dosing systems
- High Production Capacity → Suitable for commercial operations
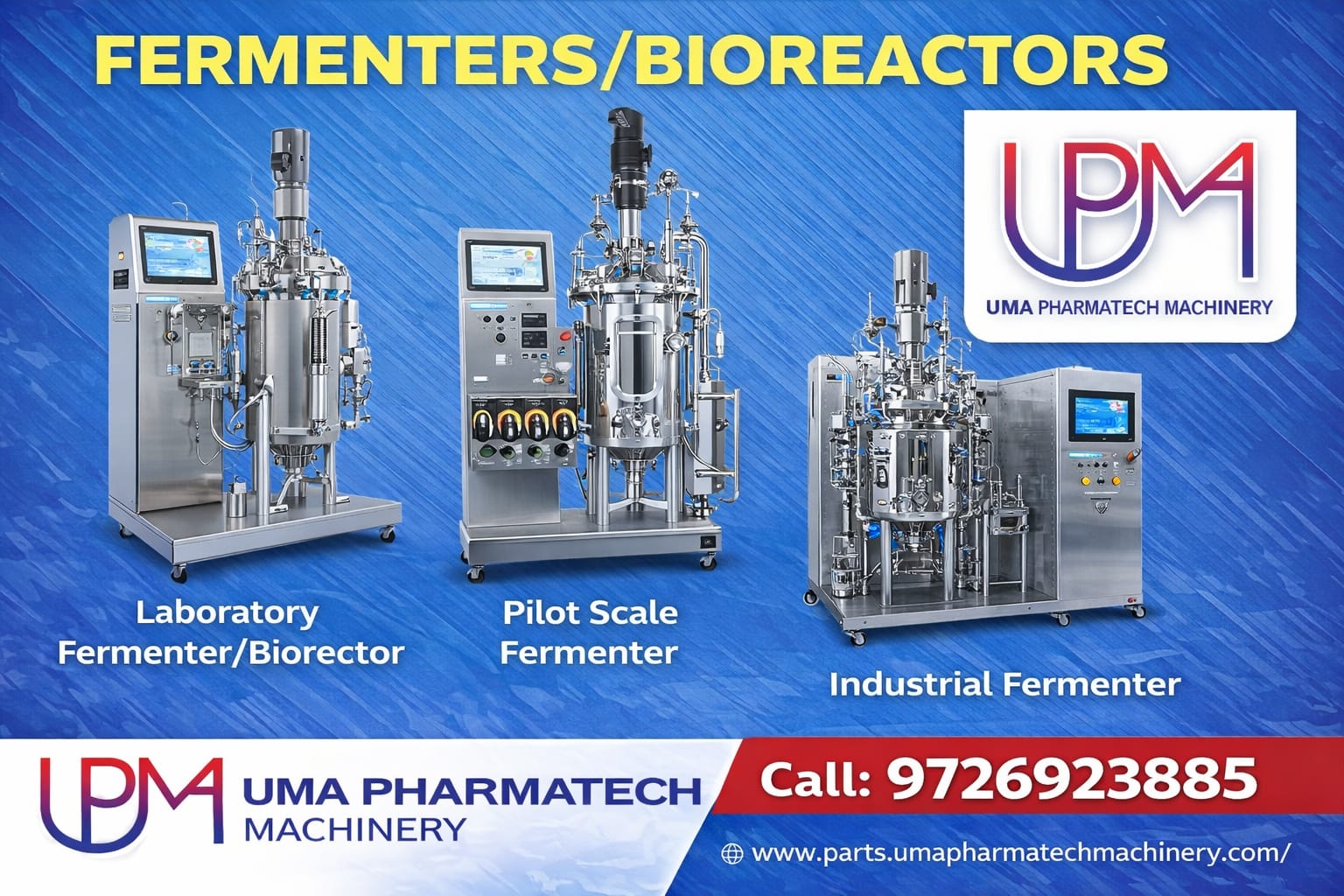
- Upgradeable Design → Can be upgraded to Pro model
Why Choose 500L Advance Fermenter?
The 500L Advance Fermenter is an excellent solution for businesses aiming to increase production capacity with controlled fermentation parameters while maintaining cost efficiency. It offers a strong combination of performance, flexibility, and scalability, making it ideal for industrial applications.





















































































































Reviews
There are no reviews yet.